規格編
なるべく使用しないことが望ましいという意味です。JIS B 1186-2013では削除されています。
JIS B ll86-1995 の解説によれば、「ボルトの機械的性質による等級のうち、F11T を括弧付きとした。F11T はF10T に比べ使用実績が少ないうえ、遅れ破壊(*)の問題が完全に解決されていないことも明らかとなってきたので、なるべく使用しないことが望ましいと考えたためである。」とされています。 ※遅れ破壊とは、別名静的疲労破壊と呼ばれ、静的な引張応力状態に置かれた高強度部材が、ある時間経過後に突然脆性的に破壊する現象である。 主たる原因は、製造工程やあるいは使用環境から鋼中に進入した水素がねじ部や腐食ピット等の引張応力集中部近傍に集合して、破壊を引き起こす、いわゆる水素脆化機構によるものと考えられている。高力ボルトでは、旧規格の F13T及び現規格で( )付になっている F11Tに発生した
建築と土木(橋梁)とで規格の内容に違いがあり、それぞれの立場で、使用されているので統一規格にするのは現状では難しい。なお、建築はボルトメーカー毎に国土交通大臣の認定を得たものが、JIS規格品と同等に使えることになっています。
JSS Ⅱ-09規格では、M16~M30までの規定で、M12は規定されていません。
所要性能を発揮するのに適した材料の選択を自由にして、より優れた製品の開発を期待しているからです。JIS B 1186 解説によれば、「ボルト、ナット及び座金の材料とその加工方法は特に規定していない。これは所要性能を発揮するのに適した材料、加工方法の選択を自由にして,より優れた製品の開発を期待したものであり、最近ではボルト用材として、低炭素系材料にMn 、Cr 、B を添加し焼入性能を向上させたいわゆる低炭素ボロン系材料が多用されている。」とされています。
現在、建築及び土木に使用されている高力ボルトは、高力六角ボルト(JIS B 1186) とトルシア形高力ボルト(JSS Ⅱ-09)との2種類があり、高力六角ボルトはF10T、トルシア形高力ボルトはS10Tとしています。これらは、それぞれのボルトの機械的性質による等級を示す記号です。F10T のF は、Friction(摩擦)のFを表しており、S10TのSはStructural(構造)のSを表しています。10は引張強さ1000N/㎟ の略号であり、Tはボルトの引張試験による引張強さであるTensile Strength のT です。
トルシア形高力ボルトの頭部形状は、リベットと同様に丸頭であり、高力六角ボルトと形を異にしています。頭部の大きさ(頭部座面径)を高力六角ボルト(座面径)より大きくし受圧面積を広くすることにより、ボルト軸力の減衰率などの性能が高力六角ボルトと同等であるため、頭部側に座金を使用する必要はありません。
本性能に基づき、国土交通大臣の認定を取得しています。
【参考文献】「トルクシャー型特殊ボルトの締め付け管理」橋梁と基礎20 1977.08
なおJSSⅣ05-2004橋梁用高力ボルト引張接合設計指針によれば短締めの場合は頭側にも座金が必要と規定されていますので、該当する工事の場合はご注意ください。
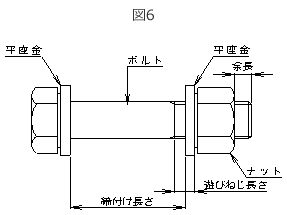
JIS B 1186 及びJSS Ⅱ-09には、ボルトの首下長さの基準寸法(ℓ)やねじ長さ(s)が表1のように規定されており、特に必要がある場合は指定により表以外のものを使用することができるとされています。
ここで、基準寸法以外のℓ については原則として10㎜ピッチと考えて下さい。ℓ寸法は、通常は締付け長さに、ねじの呼びによって決まる一定値(表2)を加えた長さを、2捨3入又は7捨8入することにより決まってきますが、基準寸法以外のボルトの場合は品揃えが充分でないことから、余長の許容差(ねじ1山~6山の長さ)を利用することによって、10mmピッチでも充分対応できますので、10mmピッチでも良いこととしたものです。
またs寸法は、遊びねじ長さ(注1:P17.図6に記載あり)を一定にして、締付け時のボルトの変形能をできるだけ一定にするために、高力六角ボルト、トルシア形高力ボルトとも呼び径毎にそれぞれ表1に示す長さとしています。なお、JIS B 1186ではsを表の数値より短くしてはならないこととされています。
参考までに橋梁工事に於いてゆるみ止めなどの目的のためにダブルナット方式にする場合がありますが、その場合は、ねじ長さ70mm(一部メーカーは65mm)に統一しています。
JIS B 1186-1995 及びJSS Ⅱ-09-1996 では、ナットの硬さは、F10 のナットで最小値が95HRB 、最大値が35HRC と規定されていました。ここで、最小値と最大値とで、硬さのスケールが異なるのは、測定におけるHRB 及びHRC の限界を考慮に入れていたためです。
つまり、95HRB をC スケールに換算すると、16HRC となりますが(SAE J 417 “硬さ換算表”参照)これはC スケールでの下限(18.8HRC )を下回っているためにBスケールで規定し、95HRBとしていました。逆に、35HRC をB スケールで換算すると108HRB となりますが、これはB スケールの上限(100HRB ) を上回っているために、C スケールで規定し、35HRCとしていました。
いずれもユーザーの理解が得にくいためJIS B 1186-2013及びJSS Ⅱ-09-2015では下限を20HRCとし、使用単位を統一しました。
JIS B 1186の解説によれば、「座金F35は、JIS B 1256(平座金)に規定されている座金に比較して厚さが厚く、そのうえ熱処理も施されて硬化しており、容易に識別することができるので、記号は表示しないこととなっている。」とされています。
なお、受渡し当事者間の協定により、製造業者の登録商標又は記号を表示しても差し支えありません。
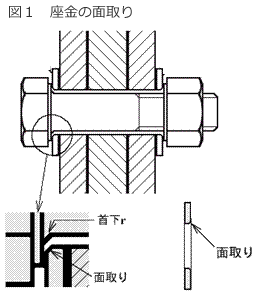 座金には、片側のみ面取り加工が施される規格となっています。この座金を高力六角ボルトに使用する場合、面取り部がボルト首下(r)と干渉しないように注意する必要があります。また、ナット側に使用する場合についてもナットと接する側が面取り部となるように取付けます。(図1参照)
座金には、片側のみ面取り加工が施される規格となっています。この座金を高力六角ボルトに使用する場合、面取り部がボルト首下(r)と干渉しないように注意する必要があります。また、ナット側に使用する場合についてもナットと接する側が面取り部となるように取付けます。(図1参照)
ところで、高力ボルトとして特に重要な品質としては、トルク係数値があります。トルク係数値は、ナットと座金が接する部分とボルト・ナットのねじ面の粗さに影響を受けます。このためJIS B 1186 -1995、 JSS Ⅱ09-1996ではトルク係数値への影響を考慮して、ナットと接する面取り側の粗さのみ規定されていました。一方、面取りをしていない側は、被締付け材と接するためボルトの品質上の影響はなく特に規定されていませんでした。しかし、JIS B 1186-2013、JSS Ⅱ 09-2015の改定時には、むしろ座金の粗さを粗くした場合、共回り防止に有効な場合もあることから、粗さ規定は削除されました。なお施工時に座金の裏表を正しく取り付けることは引き続き重要ですので、誤解の無いようにお願い致します。
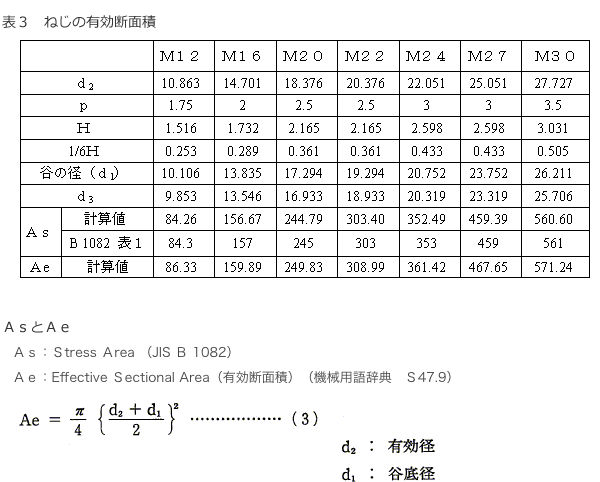
ねじの有効断面積 ( A s ) の計算式は、JIS B 1082 「ねじの有効断面積及び座面の負荷面積」に規定されており、(1)又は(2)によって求められます。
なお、過去の有効断面積はA eで示され、その計算式は、(3)式で現されるものであり、A s より僅かに大きくなっていました。 
JIS B 1186-2013によれば、「ボルト、ナット及び座金には、それらの品質に有害な影響を与えない潤滑及び防錆処理を施すことができる」となっているが、溶融亜鉛めっきを施したナットには、ねじの勘合をスムーズにするためにオーバータップを施していることと、座金の硬さがJISのF35と異なることから、JISの対象外としています。
現在、溶融亜鉛めっき高力ボルトのセットがJIS B 1186:F8Tと同等の品質であることで、国土交通大臣の認定を得て実用に供しています。このため、国土交通大臣の認定を得たボルトメーカーのものでなければ使用できません。
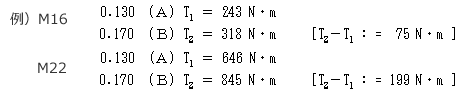 トルク係数値A(0.110~0.150)とB(0.150~0.190)を比較した場合A(トルク係数値を小さくする)にする事により、小さい締付けトルクで所要の張力(軸力)を得ることができます。
トルク係数値A(0.110~0.150)とB(0.150~0.190)を比較した場合A(トルク係数値を小さくする)にする事により、小さい締付けトルクで所要の張力(軸力)を得ることができます。
特にねじの呼びが大きくなれば、A、Bの差による締付けトルクの差は、大きくなるため、施工性を考慮した場合Aの方が使いやすい。
また、トルク法による締付けの場合、ボルト M16 であれば締付けトルクが小さいため、トルク係数値A、Bのどちらを使用しても良い。
ナット回転法による締付けの場合では、ボルトに作用するねじり応力を小さくするためにトルク係数値Aの方が望ましい。
ボルトの保管状態と期間が品質に及ぼす影響は、主にトルク係数値の変化の有無によります。ここで、トルク係数値の変化は、保管状態がボルトメーカー所有の倉庫内と同程度の状態である場合、ナットに施した潤滑剤の成分が経時変化を受けるか否かでほぼ決定されるので、ボルトメーカー間で若干の差は予想されますが、3年程度は問題ないとされています。
焼割れについては、深さ、長さ、幅及び場所のいかんにかかわらず許容しませんが、その他のきずとしてのすじきず、さけきず等については「JIS B 1041、JIS B 1043」が適用されています。JIS B 1186 には明確なきずの判断基準はなく、進展性のないきずについては使用上問題ないと考えられます。
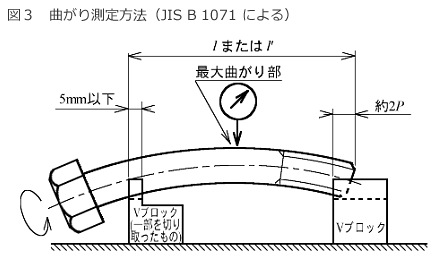 高力ボルトの曲がりについてはJIS B 1186及びJSS Ⅱ-09 に規定がなく、実用上は鉄骨部材の孔にボルトが挿入できる範囲であれば問題ないと考えられます。
高力ボルトの曲がりについてはJIS B 1186及びJSS Ⅱ-09 に規定がなく、実用上は鉄骨部材の孔にボルトが挿入できる範囲であれば問題ないと考えられます。
一般的にTIR/2≦0.0025L+0.05(測定方法は、JIS B 1071ねじ部品の精度測定方法による。TIR は図3におけるダイヤルゲージの振れ幅)であれば問題ありません。
JIS B 0101 によると、下記のように解釈されています。
ボルト(bolt):一般にナットと組んで用いるおねじ部品の総称。
ねじ(screw):ねじ山を持った品物の総称。ボルトと対照していう場合はナットを組まないで用いるおねじを持った品物の総称。
JSS Ⅱ-09に合格判定値の締付け張力(軸力)が規格値として決められています。
これは、リラクセーションやピンテール破断時のトルク及びトルク係数値などを考慮した上で設計ボルト張力(軸力)を確保する観点から定められたものです。
尚、トルク係数値安定の為の潤滑性能が温度で若干変動することを考慮して、温度域によって2種類の規定となっていることに注意が必要です。
標準偏差の誤差規定として相対標準誤差8%以下と決められていますので、抜取数(n= 5)では標準偏差の誤差が大きくなり、真の標準偏差が得られないためです。
脱炭とは、炭素と反応する雰囲気の中で鉄鋼を加熱するとき、表面から炭素が失われる現象をいう。JIS B 1051 (炭素鋼及び合金鋼締結用部品の機械的性質)においては強度区分8.8 (8T相当)以上のボルトについて、ねじ部の脱炭深さが規定されていますが、JIS B 1186 及びJSS Ⅱ-09の規格では脱炭について規定されていません。
脱炭層の深さが大きいと疲労強度が低下することが実験で明らかになっていますので、繰り返し荷重を受けやすい機械部品等に使用される高強度ボルトには、熱処理時等に脱炭を生じることのないよう留意する必要があります。
しかし、鋼構造に使用される高力ボルトの場合は、初期の導入張力(軸力)が大きいため繰り返し荷重がボルトに作用することが少ないので、脱炭についてあまり考慮する必要がありません。
JIS B 1186解説によれば、「ボルト、ナット及び座金の表面処理には防錆を目的とするものとトルク係数値の安定を目的とするものがあり、その種類も多く、それらの適否を決めることはむずかしい。従来、防錆に用いられてきたものにはその方法によってはトルク係数値を不安定なものとし、そのばらつきを大きくするばかりでなく、脆性の問題に対しても悪影響を与えることも考えられるので、従来のJISでは一般に表面処理は施してはならないとされてきた。
しかし使用上の要求からトルク係数値を小さくし、安定させることが可能な表面処理は、有益と思われるので、そのような表面処理は有害な影響を与えない限り部品に施したほうがよいという積極的な考え方から1970年にそれまであった “原則として表面処理は施さない。…”を削除した。
なお、製品の機械的性質を低下させないこと、気象条件または長期間放置による特性の変化が起こらないことを確認するなど、十分検討して施さなければならない。」とされています。
以上のことから高力ボルトの表面処理には充分な注意が払われています。これはナットの潤滑処理についても同様です。
また特にめっき工程では前処理ならびに電解工程において、水素が鋼中に侵入して水素ぜい化割れを起こす危険性があるので、酸洗いを極力避ける等特に慎重な配慮がなされて生産されています。
JIS B 1186 、JSS Ⅱ-09の解説によれば、「現状で考えられる材料によった場合、通常の使用状態では、特に規定する必要がないとの考えから、一般的には規定値を定めないで、寒冷地などで衝撃値の保証を必要とする場合には、受渡当事者間の協定によることにした。」とされています。
衝撃値は極低温域で低下する傾向がありますが、高力ボルトに使用されている材料の衝撃値は構造材に比べ高く、締付け時や締付け後の衝撃外力に対しても、一般的に経験する程度の低温域では、問題にする必要がありません。
高力六角ボルトでは、使用温度範囲を定めていませんが、トルシア形高力ボルトでは使用温度範囲を0℃~60℃ と明確に定めています。
セットのトルク係数値は温度により変化する可能性がありますが、高力六角ボルトでは、施工現場において締付け機を調整することにより適正な締付け力を得ることができるため使用温度範囲を定めておらず、施工できる温度範囲であればトルクを調整しながら施工して差し支えありません。
しかし、トルシア形高力ボルトでは、施工現場で締付けトルクを調整することはできません。そのためトルク係数値が温度により変化すると、締付け張力(軸力)が変動するのでそれを考慮して温度範囲を定めたものです。ただし、トルシア形高力ボルトも、この使用温度範囲外で施工する必要がある場合には、確認試験などで、所定の張力(軸力)が安定して得られることを確かめた上で使用することは差し支えありません。
ステンレス鋼高力ボルトは、SSBS 301規格に「構造用ステンレス鋼高力六角ボルト・六角ナット・平座金のセット」として基準化されています。内容は、材質 SUS 630で、形状・機械的性質・セットのトルク係数値は全てJIS B 1186と同じです。
高力ボルトの使用方法は、一般的には摩擦接合又は引張接合であり、適切に設計され、適切な締付け張力(軸力)が導入されていれば、ボルトに掛かる繰り返し荷重は少なく疲労強度は考える必要はありません。
設計編
日本建築学会「鋼構造設計規準」によれば、「ボルトで締め付ける板の総厚は、径の5倍以下とする。やむをえず5 倍をこえる場合は、そのこえた長さ6㎜ごとにボルトの数を4 %ずつ増さなければならない。超過分が6㎜未満の場合は数を増す必要はないが、6㎜以上の場合は最小1本増しとする。高力ボルトの場合は、本項の制限を受けない。」とされています。
従って、高力ボルトではボルト径と板厚の関係を考慮する必要はないことになります。
鋼構造物をボルトによって接合する場合は、高力ボルト及びボルトによる接合が認められています。ボルト接合による場合は,建築基準法施行令により、戻り止めの処置を施すことが義務付けられていますが、高力ボルトにはこの規定がありません。
ボルトのゆるみには2つのタイプがあります。1 つはナットがゆるみ回転をしないまま張力(軸力)が減少する現象で、これをリラクセーションと呼びます。これによる張力(軸力)の低下分は考慮されて、接合部の許容値が設定されており、通常の使い方をしていれば問題ありません。
もう1つは振動や接合面のずれのくり返しで、ナットがゆるみ回転を生じるものですが、締付け力が十分大きい場合には、この心配はありません。
従って、高力ボルトの摩擦接合による場合、通常の使用環境であれば所定の締付け張力(軸力)を与えれば高力ボルトのゆるみは考慮する必要はありません。
接合形式には、次の3つの種類があります。
(1)摩擦接合
摩擦接合は高力ボルトで接合材を締め付けた際に生じる大きな材間圧縮力によって得られる接合材間の摩擦抵抗で応力を伝達する接合法です。ボルト周辺に広く分散した材間圧縮力を介して応力伝達が行なわれるため、局部的な支圧力で応力を伝達するリべット接合などと違って応力集中も少なく、応力の流れは滑らかになります。
また、摩擦抵抗を超えた力が加わり摩擦が切れて、すべりが発生するまでは、接合材間にずれが生じないので、極めて高い剛性が確保されると共に疲労強度も高くなります。 (2)引張接合
応力の伝達に際して、材間圧縮力を利用している点は摩擦接合と同様ですが、引張接合は高力ボルトの軸方向に応力を伝達する接合法です。作用外力は主として高力ボルトの締付け力によって生じる材間圧縮力と打消し合う形で応力伝達が行なわれます。
そのため、引張外力が作用したときの、ボルト張力(軸力)の付加も小さく、接合部の剛性は非常に大きくなります。 (3)支圧接合
支圧接合は高力ボルトで接合材を締付けて得られる接合材間の摩擦抵抗とリべットや普通ボルトのようなボルト軸部のせん断抵抗および接合材の支圧力とを同時に働かせて応力を伝達する接合法です。
高力ボルトを支圧接合として採用する場合には、建築基準法による国土交通大臣の認定を受けなければなりません。 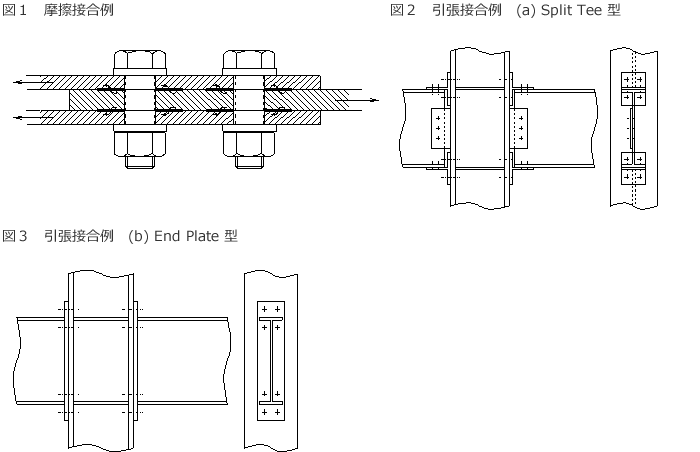
建築基準法施行令及び建設省告示第1795号で摩擦接合及び引張接合の許容応力が定められています。
下記の基準は建築での数値であり、橋梁については別に定められています。
1.摩擦接合
高力ボルトの軸断面に対する許容せん断応力度として0.3T0(長期、1面せん断、ボルト1 本当り)としています。またT0(基準張力)はF10T 500N/としてい ます。この方式より摩擦接合部の設計時の許容せん断応力度としてF10T で、150 N/としています。
ボルト1本、摩擦面の数1の場合の許容せん断力は、M12:17.0kN、M16:30.2kN、M20:47.1kN、M22:57.0kN、M24:67.9kN、M27:85.9kN、M30:106kNとなります。 2.引張接合
高力ボルトの軸断面に対する許容引張応力度としてF10Tで310 N/(長期、ボルト1本当り)としています。ボルト1 本当りの許容引張力は、M12:35.1kN、M16:62.3kN M 20:97.4kN、M22:118kN、M24:140kN、M27:177kN、M30:219kN となります。
引張接合における長期許容引張力は、設計ボルト張力の約60%となっています。 3.支圧接合
高力ボルトを使用した支圧接合は、建築基準法施行令等の法令では応力度等が定められていません。
従って、高力ボルトを使用した支圧接合の設計を行なう時は、国土交通大臣の認定を受けなければなりません。
許容耐力の考え方
高力ボルト接合設計施工ガイドブックによれば、「高力ボルトの摩擦接合と隅肉溶接とを1つの継手に併用する場合、「鋼構造設計規準」では、高力ボルトの締付けを溶接に先立って行うならば、接合部の降伏(許容)耐力として両者の降伏(許容)耐力を加算できるとしている。これは主すべりを生じる以前の高力ボルト接合部の剛性と隅肉溶接の剛性が近いため累加が可能となるからであり、この点は実験的にも確かめられている。
この種の併用継手の最大耐力は、高力ボルトのすべり耐力と溶接部の最大耐力の和として計算する。これは一般的に用いられる高力ボルト接合と隅肉溶接の各接合要素耐力のバランスの範囲では、併用継手全体としての挙動を支配するのは隅肉溶接であり、隅肉溶接部全体の最大耐力時の変位量が高力ボルト接合部のすべり耐力時の変化量に対応するためである。」とされています。
なおフランジを溶接、ウェブを高力ボルト摩擦接合とするような継手は混用継手であり、併用継手とは異なるものです。 施工順序
高力ボルト接合設計施工ガイドブックによれば、「施工順序については、先に溶接を行うと元ひずみのある板を使ったり、溶接熱によって板が曲がったりしたときに、後から高力ボルトで締付けても、接合面が密着しなかったり、十分な接触圧が得られないことが起こる可能性があるので、比較的板厚の小さい部材の多い建築構造物では、先に高力ボルトを締付ける場合のみについて累加を認めている。しかし、上記のような可能性が全く考えられない場合には、順序は関係なくなるし、また、溶接による収縮変形や熱の影響を受けないように、高力ボルトの締付けを後にしたほうが良い場合も考えられる。従って、接合部の条件によっては、実験などにより施工順序、併用効果について検討することが望ましい。」とされています。
鋼構造設計規準(日本建築学会)でボルトおよび高力ボルトの許容せん断応力度について表1のように規定しています。 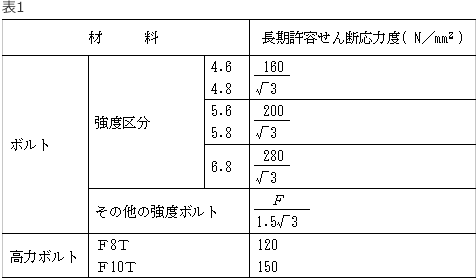 許容せん断力は高力ボルトの場合は軸断面で算出し、ボルトの場合はねじ部有効断面で算出する。
許容せん断力は高力ボルトの場合は軸断面で算出し、ボルトの場合はねじ部有効断面で算出する。
高力ボルトの許容せん断応力度は、摩擦接合としての許容応力度を意味し、高力ボルトが直接せん断を受ける場合は扱ってない。 即ち、ボルトは直接せん断を受ける場合の規定であり、高力ボルトは摩擦接合としての規定しかなく、基本的な違いがある。 ※(注)Fは鋼材の降伏点と引張強さの70%のいずれか小さい方の値である。
すべり係数とは、高力ボルト摩擦接合において部材の摩擦面が外力により明確なすべりを起こす時の荷重(すべり荷重(P))を導入した初期ボルト張力(軸力)(N)で除した値であり、締付けボルト本数(n)と摩擦面数(m)を合わせて考えて次式により表されます。

これは、物体の摩擦面に働く摩擦力と垂直抗力の比で表される静止摩擦係数と意味合い的には同じですが、摩擦接合では摩擦係数を算定する場合、材間圧縮力としてのボルト張力(軸力)はすべり発生時のボルト張力(軸力)ではなく、ボルトに与える初期ボルト張力(軸力)を用いて算定するため、厳密な摩擦係数ではなく、見かけ上の摩擦係数であり、これをすべり係数と呼んで静止摩擦係数と区別しています。 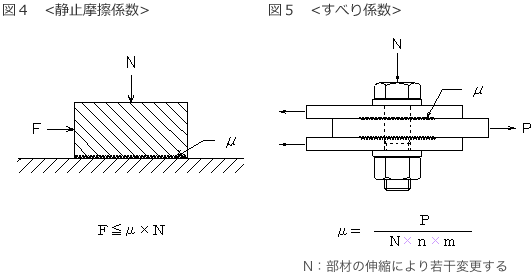
摩擦接合のせん断力については
建築:「鋼構造設計規準」:許容せん断応力度
土木:「道路橋示方書・同解説」:許容力
として規定されている。
又支圧接合については
土木:「道路橋示方書・同解説」:許容せん断応力度
として規定されており、以上の基準をまとめると次のようになります。 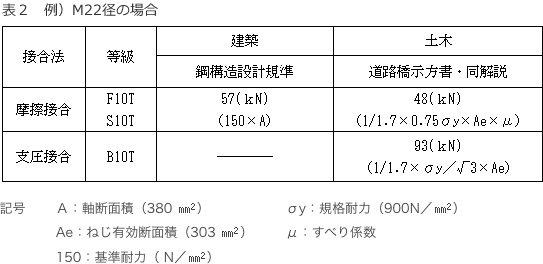 ここで摩擦接合の許容せん断応力度とは、摩擦での許容応力を意味しており、高力ボルトが直接せん断を受ける場合に適用されるものではありません。
ここで摩擦接合の許容せん断応力度とは、摩擦での許容応力を意味しており、高力ボルトが直接せん断を受ける場合に適用されるものではありません。
又、軸せん断力については高力ボルト支圧接合の場合に適用されます。ただし、建築の場合、支圧接合のみでの許容応力の規定はありません。引張外力とせん断力が同時に作用する摩擦接合部では組合せ応力として扱われており、摩擦力による許容せん断力を低減させる式が示されています。
高力ボルトの孔径は、建築、土木では下記の様に区別されます。 1.建築の場合
高力ボルトの孔径は「建築基準法施行令 第68条2項」によりボルト呼び27㎜未満の場合はボルト呼び径+2.0㎜とし、27㎜以上の場合は+3.0㎜以内と定められています。高力ボルトを用いた接合が、張力(軸力)を導入したボルトの使用により通常の条件下ではすべり等の変形を生じることなく、高い剛性を保持できることを考慮して定められています。 2.土木の場合
高力ボルトの孔径は「道路橋示方書・同解説」により、摩擦接合に対する孔径は、設計の断面控除が(呼び径+3mm)であるため、許容差0.5㎜を考慮して呼び径+2.5mmと定められています。 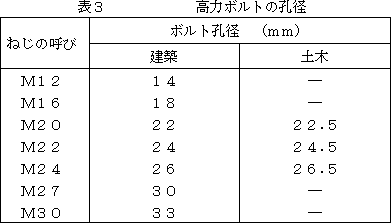
高力ボルトの接合部に生じた肌すきに対する処置として、JASS 6では、肌すき量が1㎜以下のときは処理不要とし、1 ㎜を超える肌すきに対してフィラーを挿入するよう規定しています。
フィラーの板厚については特に規定はされていないが、余り薄いものを使用すると、そり、曲がり等を生じやすいので1.6㎜程度以上とすることが望ましいとされています。また、フィラーの枚数についてもできるだけ少ないほうが望ましく、原則として1 枚が適切です。なお、フィラーの表面状態は、両面ともに添え板の摩擦面と同様の状態であることが必要となります。また、フィラーに用いる鋼板の材質は、母材の鋼種によらず400N/級材としても差し支えないとされています。
「鋼構造設計規準」や建築基準法施行令第92条の2で与えている高力ボルト摩擦接合面の許容せん断力は、原則としてすべり係数0.45を確保するものとしています。このすべり係数確保の方法として高力ボルト接合設計施工ガイドブックに接合面の処理として下記の3種類について記載されています。 1.自然発錆による場合
摩擦面は孔明け加工後、孔周辺のばりを取り除くとともにグラインダー(ディスクサンダー#24程度)で添接全面の範囲の黒皮を原則として除去した後、屋外に自然放置して発生させた赤錆状態とする。また、摩擦面の確実な接触を期するために、面をへこませないように注意する必要がある。 2.ブラスト処理による場合
摩擦面をショットブラストまたはグリッドブラストにて処理することとし、表面粗さ 50µmRz以上確保することにより、必ずしも赤さびは発生させなくてもよい。 3.薬剤処理の場合
摩擦面処理用の薬剤として①黒皮を除去した後の発錆を促進させるもの、②黒皮のまま塗布して発錆させるものの2タイプある。しかし、②のタイプの薬剤の場合、問題点も多いことよりあまり使用されていない。①のタイプの薬剤の場合、薬剤の役割はあくまでも自然発錆の化学変化を時間的に短縮することであり、黒皮除去の方法や摩擦面の取扱いについての注意事項は、自然発錆の場合と変わらない。
 部材の接合に用いるボルト長さは、JIS B 1186による首下長さで表し、締付け長さ(締付けられる部材の総厚さ)に “規格編 表2”に示す長さを加えたものを標準とします。
部材の接合に用いるボルト長さは、JIS B 1186による首下長さで表し、締付け長さ(締付けられる部材の総厚さ)に “規格編 表2”に示す長さを加えたものを標準とします。
ボルトの長さは、JIS B 1186の付表1「基準寸法」により5㎜ピッチで規定されており、実務上は算出寸法に最も近いもの、すなわち2 捨3 入又は7捨8入した長さの高力ボルトを選定して下さい。
高力六角ボルト、トルシア形高力ボルトともに上記の基準によりボルト首下長さを選定すれば、長さの過不足による締付け不良や、鉄骨面から突出量が過大となって施工上の安全性や耐火被覆の取り付けに重大な支障となることはありません。
これ以上長いボルトの使用は、ナットにボルトの不完全ねじ部がかからない事を確認した場合には、規定値より5mm長い首下寸法のボルトを選定してもよいことになっています。また、短いボルトの使用は、ナットに対するボルトねじ部のかかりが不完全となり、張力(軸力)の導入によりナットねじ部に変形を生じて、ナット抜けを起こす原因となりますので使用できません。
リラクセーションに関係する接合部の要素としては、座金の有無、ボルト孔のクリアランス、導入張力(軸力)の大きさもあるが、接合部の表面処理によっても変動し、一般的には赤錆では5%程度、塗装10%程度、溶融亜鉛めっき処理で15%程度といわれています。 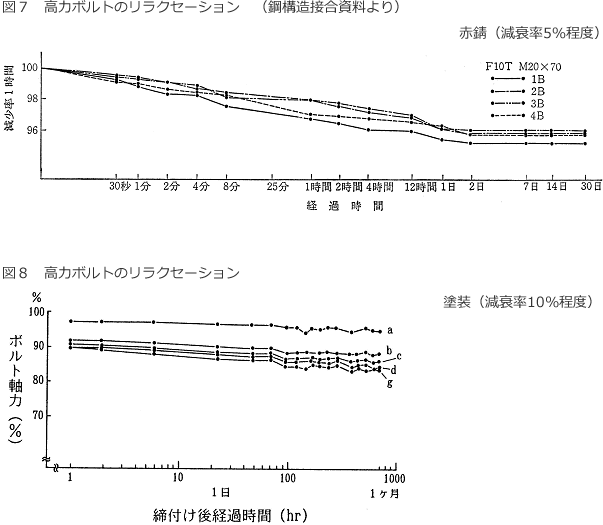
鉄骨工事技術指針・工事現場施工編によれば、「溝形鋼やI形鋼のフランジのような互いに平行でない面を締付ける場合は、ボルトに曲げが生じるため、通常1 / 20(約3°)の傾斜を超える場合はこう配付き座金を使用するなどして補うこととしている。
列ボルトのような場合は、下図に示すようにこう配付き板を使用した上に平座金を用いるとよい。ちなみに溝形鋼のフランジの傾斜は5°(1/11)、I形鋼のフランジの傾斜は8°(1/7)である。」とされています。
また、道路橋示方書・同解説でも1/20以上傾斜している場合は、上記と同様の処置をすること、となっています。 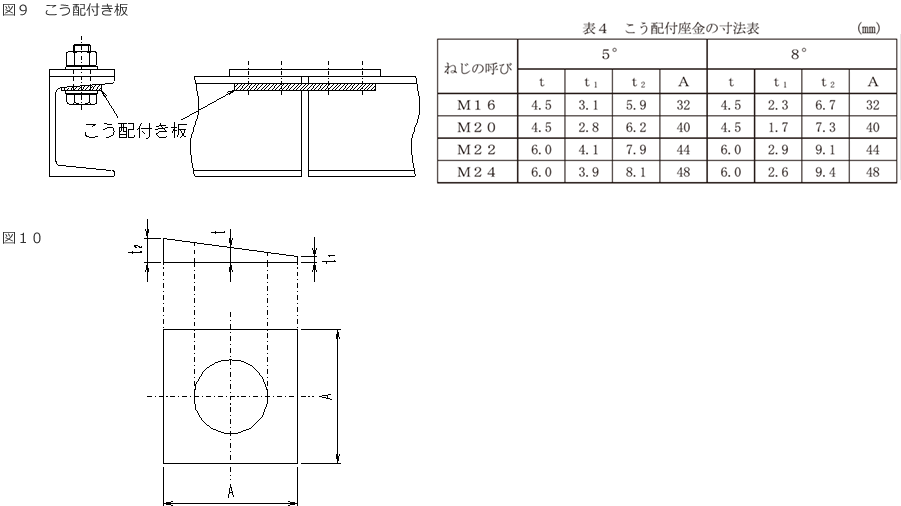
高力ボルト接合設計施工ガイドブックに記載されているすべり試験用標準試験体の寸法は、部材有効断面積に基づく降伏耐力が、すべり係数を0.6、締付け力を標準ボルト張力(軸力)としたときのすべり荷重にほぼ等しくなるように設計されています。
一般的にはこの形状を守れば問題ありませんが、試験機関によっては、引張試験機の能力のほか、チャック巾や板厚にも制限がある場合や、試験体長さが適合しない場合などもあるため、事前によく確認することも必要となります。図11及び表5、6にすべり試験用標準試験体の寸法を示します。 
すべり試験は本来、摩擦面の状態を確認する試験であり、ボルト呼び径が変わっても、すべり係数が変わるものではありません。
よって、呼び径毎に行う必要性はありませんが、監理者によっては、全呼び径の試験を指示されることがありますので、事前に要領書によって確認することが必要です。
高力ボルト摩擦接合では、被災温度が300℃を超えると導入張力(軸力)が急激に低下するため、300℃を超えると継手として問題となります。なお、ボルト・ナット・座金の機械的性質は、その焼戻し温度を超えると変質します。
水中の構造物でも使用可能ですが、防錆対策を十分に行う必要があります。
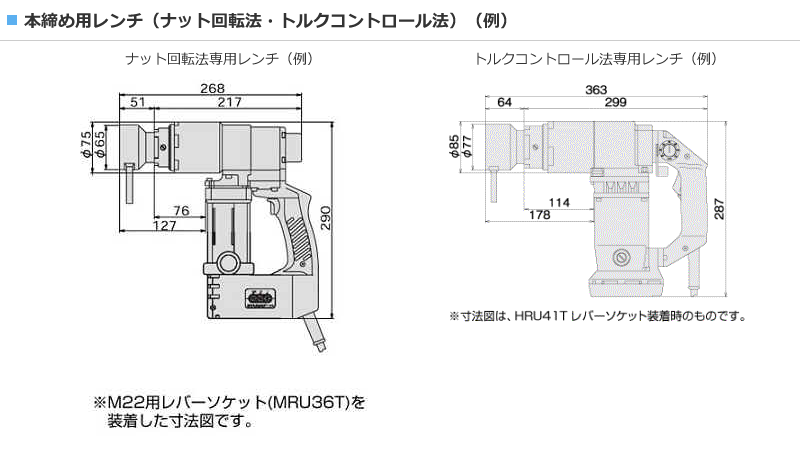
トルシア形高力ボルトの使用にあたっては、電動レンチによる機械締めが必要であり、トルシア形高力ボルトおよび電動レンチの形状寸法から、機械締めが困難な箇所あるいは締付け順序が限定されることがあるので、設計時に、あらかじめ使用する電動レンチの形状寸法に合わせて、接合部の締付け順序を考慮してボルト配置を決定する必要があります。
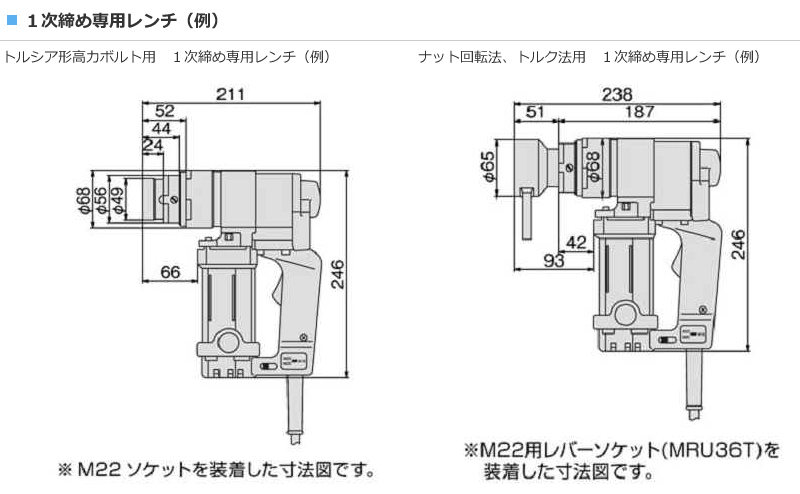
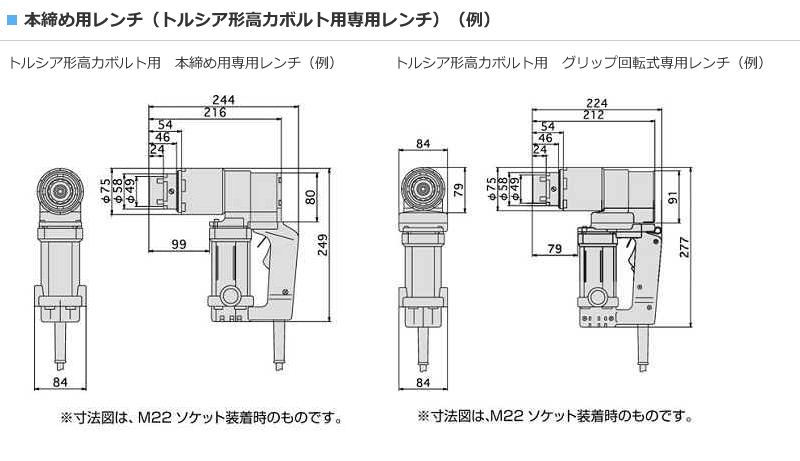
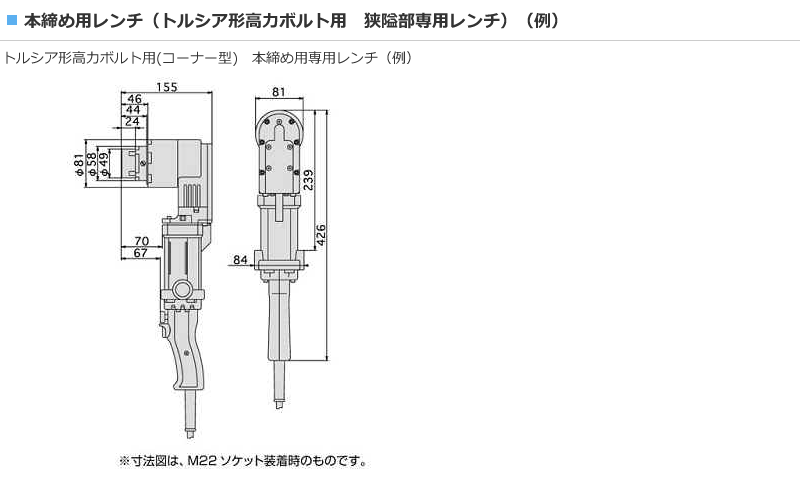
トルシア形高力ボルトの使用が困難な場合は、高力六角ボルトを使用します。この際、同一継手内でもトルシア形高力ボルトと高力六角ボルトとの混用は可能です。フランジとウェブが係る継手部のボルト配置の最小寸法の例を図12に示します。また、締付レンチの形状・寸法をP20~21に図で示します。 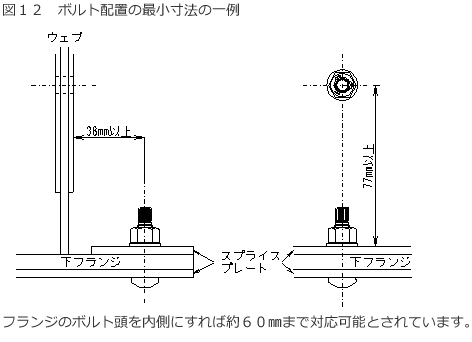
施工編
余長は、ナット面から突き出た長さが、ねじ1山~6山の範囲にあるものを合格とします。(JASS 6)この場合の1山とは1ピッチ相当の長さと捉えて下さい。
また、道路橋示方書・同解説では、ボルトの平先部(又は丸先部)が締付け完了後に少なくともナットの面より外側にあること、となっています。
降雨の際は、締付け作業を行わないで下さい。
挿入済みのボルトは、速やかに1次締めを行い、ねじ部への雨水の浸入を防止するとともに、もし可能であれば直ちに本締めを完了させてください。降雨により締め付けができないときは、シート等を用いて継手部の水濡れ防止の処置を行って下さい。
鉄骨工事技術指針・工事現場施工編によれば、「本締め用の高力ボルトを仮ボルトに兼用すると、本締めまでの期間にナット潤滑処理面やねじ山が湿気などで変質する危険性が高いので、建て方当日に本締め作業が終了できるなど特別な場合を除き兼用してはならない。」とされています。
高力ボルトの施工手順において、1次締めを終えた後、すべてのボルトについてボルト・ナット・座金から部材表面にわたる一直線のマークを施す必要があります。このマークは、締め忘れの有無の確認だけでなく、ナットの回転量、共回りの有無の確認にも利用されます。
マーキングは、ボルト締付け管理上重要な意味をもっており、マーキングされずに施工されたボルトは施工不良と判定されます。
鉄骨工事技術指針・工事現場施工編によれば「トルシア形高力ボルトの場合には締付け後に追締めトルクを判定して締付け力の適否を判断しようとすることは無意味である。それは、このボルトのピンテール破断トルクが締付けトルクと等しくなる機構のボルトであるため破断トルクは安定しており、すべての追締めトルクもこれが再現されるだけのことである。」とされています。
高力六角ボルトをトルクコントロール法で締付けた場合は、トルクチェックにより測定されたトルクが、締付け施工時のキャリブレーションの際に得られた平均トルクの±10%の値以内におさまっているものは、締付け作業が正しく行われていると判断してよいとされています。
JASS 6によれば、「高力ボルト締付け工程開始時に工事で採用する締付け施工法に関する確認作業を行う。この作業は、工事用に受け入れた高力ボルトと締付け作業に使用する締付け機を用いて、実際に工事に適用する締付け手順で行う。以下に締付け施工法の確認時の具体的手順を示す。
(1)当該工事に適用する締付け機器を選定して適切に調整されていることを確認する。
(2)当該工事の接合部から代表的な箇所を複数選定し、下記に示す要領で締付けを行う。
a.トルシア形高力ボルトの締付け
ⅰ)高力ボルトに異常のないことを確認のうえ、ナット下に座金1個敷き、ナットを回転させて行う。
ⅱ)セットを構成する座金およびナットには裏表があるので、ボルトを接合部に組み込むときには、逆使いしないようにする。[施工編Q11図1参照]
ⅲ)締付け作業は、部材の密着に注意した締付け手順で[施工編Q34図4参照]、1次締め、マーキングおよび本締めの3段階で行う。
ⅳ)高力ボルトの締付けに用いる機器のうち、トルクレンチは±4%の誤差内の精度が得られるように充分整備されたものを用いる。
ⅴ)毎日の締付け作業に際しては、作業点検としていずれかの接合部において締付け状況を確認する。
b.高力六角ボルトの締付け
ⅰ)高力ボルトに異常のないことを確認のうえ、ボルト頭下およびナット下に座金1個ずつ敷き、ナットを回転させて行う。
ⅱ)セットを構成する座金およびナットには裏表があるので、ボルトを接合部に組み込むときには、逆使いしないようにする。[施工編Q11図2参照]
ⅲ)高力ボルトの締付け作業は、部材の密着に注意した締付け手順で行い[施工編Q34図4参照]
、表1に示す標準ボルト張力(軸力)が得られるように、1次締め、マーキングおよび本締めの3段階で行う。締付けは、ナット回転法またはトルクコントロール法により行う。  ⅳ)高力ボルトの締付けに用いる機器のうち、トルクレンチは±4%の誤差内の精度が得られるように充分整備されたものを用いる。
ⅳ)高力ボルトの締付けに用いる機器のうち、トルクレンチは±4%の誤差内の精度が得られるように充分整備されたものを用いる。
ⅴ)毎日の締付け作業に際しては、始業点検としていずれかの接合部において締付け状況を確認する。
(3)それぞれの継手部に対し、JASS6「締付け後の検査」に示す要領で検査を行い、いずれも合格することを確認する。
(4)一部の接合部もしくは高力ボルトに不合格の箇所がある場合は、原因を究明し、対策を講じたうえで再度確認を行う。
(5)トルクコントロール法による場合には、上記手順に先立って標準ボルト張力(軸力)を導入するための適切な締付けトルクを設定しておく。設定の手順は下記による。
ⅰ)ボルト呼び径ごとにトルク係数値がほぼ同じロットをまとめて1施工ロットとする。その中から選んだ代表ロットのボルトに関する社内検査成績書に記載されたトルク係数値kに基づいて締付けトルクTを定める。
[T=k・d・N、ここでd:ボルト呼び径、N:標準ボルト張力(軸力)]
ⅱ)上記の締付けトルクをベースに、軸力計を用いて導入張力(軸力)の平均値が標準ボルト張力(軸力)の±10%以内になるように締付け機器のキャリブレーションを行う。
ⅲ)調整された締付け機器を用いて代表ロットから選んだ5セットのボルトについて軸力計を締付けて、導入張力(軸力)の平均値が表2の範囲に入っており、かつ個々の測定値が平均値の±15%以内にあることを確認する。
ⅳ)上記5セットのボルトの追締めトルクを測定し、その平均値を締付け後の検査の基準として設定する。 
2007年に改訂された建築工事標準仕様書JASS6鉄骨工事において、通常は省略してよい試験として位置づけられている導入張力確認試験、いわゆる現場受入検査(通称:現場キャリブ)ですが、施主、設計監理者、施工者の判断により実施する場合がありますので、工事着手前に十分な確認が必要です。
鉄骨工事技術指針・工事現場施工編「トルシア形高力ボルトの導入張力試験」によれば、「ボルトメーカーごとに呼び径ごとに全納入ロットを1施工ロットとして、その全ロットの中から1ロットを抽出する」とされています。ボルトセットの品質は製造ロットごとの社内検査によって管理されており、輸送、保管後の品質を確認するため、呼び径ごとに代表1ロットを検査すれば十分とされています。
鉄骨工事技術指針・工事現場施工編「軸力計を用いる際の留意事項」に示されている通り、現場受入検査に用いることのできる軸力計は限定されており、呼び径ごとに掛かるサイズが決まってしまいます。工事で使用するボルト首下長さがこの範囲にない場合には、ボルト発注の際に検査用ボルトを同時に発注し、これらのボルトを用いることになります。
表3に各呼び径ごとの適合サイズを記します。
 また油圧軸力計の目盛板は5Kn単位で記されていますが、読み方に関しては1kN単位で読み取って下さい。(理由は下記の通り)
また油圧軸力計の目盛板は5Kn単位で記されていますが、読み方に関しては1kN単位で読み取って下さい。(理由は下記の通り)
また、5本(または倍数試験の場合の10本)の平均値は四捨五入して整数に丸めて下さい。
理由:軸力規格値は1kN単位で規定されており、測定値を5kN刻みで読むと誤差が大きくなる。
アナログ機器の場合、最少目盛の1/10まで読み取ることが一般的だが、規格値、軸力計の感度、指針の太さ等考え合わせた場合、1kN単位で読み取れば充分である。
ナット、座金を逆使いすると、トルク係数値が不安定となり、共まわりが発生し、本来の張力(軸力)が得られない場合があります。従って、ナット、座金は正しい向きに取付けて使用して下さい。 すなわち、ナットは等級マークが外側になるように、座金は内径面取りがない側を締付け部材側になるよう正しく使用して下さい。 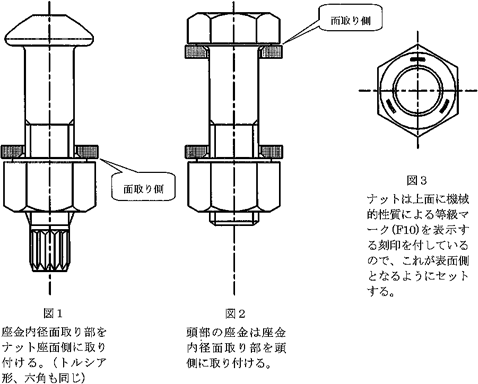
共まわりとはナットと座金が一緒に回る現象、軸まわりとはボルト軸が回転して締付けられる現象のことをいいます。どちらの現象も許容されません。
共まわりが生じると、トルクコントロール法による締付けでは、トルク係数値が不安定となり、適正な張力(軸力)が得られない可能性があります。
トルシア形高力ボルト等のようにトルクコントロール法による締付けの場合、共まわり並びに軸まわりが生じていることが確認された場合には正しい締付けが行われていないと判断してその高力ボルトは新しいものに取り替えるよう規定されています。
トルシア形高カボルトのピンテールを溶断するとボルト材料が熱影響を受けて機械的性質が低下します。
従って、ピンテールの溶断作業は実施しないで下さい。
高力ボルトの材料は熱影響を受けると機械的性質が低下する恐れがあり、その限度が250℃前後とされています。
一方、鉄骨工事技術指針・工事現場施工編「現場混用接合部の施工順序」においては、混用継手では高力ボルトを先に締め付けることを原則としながらも「高力ボルトを締め付けた後、梁フランジの完全溶け込み溶接を行うと溶接部に近いボルトが加熱されボルト張力(軸力)が低下する」という研究例を紹介しています。また、最外縁ボルトの表面温度は70~130℃に達し、ボルト張力(軸力)の低下はおおむね0~20%の範囲であった、とも報告されており、250℃より低い温度でも張力への影響が確認されています。そこで、梁ウェブ摩擦接合部のすべり耐力には余裕を持たせること、場合によっては、1次締め⇒本溶接⇒本締めなどの施工手順も検討することなども提案されています。いずれにしろ、これからの研究はまだ数も限られており、また溶接による入熱管理やルートギャップの問題なども影響してくるため、高力ボルトと溶接部との距離は一概に決められず設計監理者、施工者との十分な打合わせが必要です。
トルシア形高力ボルト締付け終了後の検査にあたっては、各接合部の全てのボルトについてピンテールが破断していることを確認するとともに、1次締付け後に付したマークのずれによって、共まわり・軸まわりの有無、ナット回転量などを目視検査し、いずれについても異状の認められないものを合格とします。
この時、ナットの回転量は1次締めの大きさやボルトの首下長さなどの条件の違いにより様々な角度となり得る為、ナット回転量の許容範囲は決められていません。
しかし、適正な締付けが行われている場合には、同一群のボルトについては同程度の回転量を示すべき性質のものであることから、ナット回転量が群の平均回転量に対して±30°の範囲内にあるボルトを合格としています。
高力ボルトの保管・取扱いについての最低必要条件は次の通りです。
(1) 雨水、夜露による濡れ、錆の発生、ほこりや砂などの付着が防止できること。
(2) 温度変化の少ない場所に保管すること。
(3) 箱の強度を考慮し、積み上げる段数は4~5段以下とすること。(保管期間によってはさらに低くする必要があります。)
(4) 乱暴な扱いは避け、ねじ山・ピンテール部等を損傷しないようにすること。
接合部の設計とも関連することですが、その食違いの量が2㎜以下であれば、リーマがけによって、ボルト孔を修正してもよいとされています。この場合、リーマの径は、使用ボルトの公称軸径+1.0㎜以下のものを用います。
なお、ボルト孔の食違いが2㎜を超える場合は、ボルト孔を修正すると断面欠損が大きくなりすぎるのでスプライスプレートを取り替えるなどの措置が必要です。
JASS6によれば、「ボルト挿入から本締めまでの作業は、同日中に完了させることを原則とする。」とされています。
(1)試験に用いた機器の精度及び試験方法の再検討を行います。 a.軸力計の検定を最近実施したか。
b.軸力計のプレートやブッシュは、ボルト径、ボルト長さにあった適正なものを使用しているか。
c.ボルト及び座金の共まわりがないか。 (2)引続いて、倍数試験を実施する。
(3)倍数試験でも不合格の時は、ボルトメーカーに連絡し処置対策を協議する。
トルシア形高力ボルトの現場検査は、検査ロットから5セットの導入張力(軸力)を測定し、ばらつき(標準偏差)は判定の対象に入っていません。これは、抜取り数n=5の張力(軸力)試験データから算出した標準偏差は、母集団の標準偏差に対して誤差が大きすぎるため、正しい合否の判定が下せないためです。
なお、標準偏差は、工程が安定状態にある製造メーカーにおいては、提検ロットのデータを含む最近の管理図を用いて保証されています。
降雨、降雪などにより、水濡れ状態となったボルトは、トルク係数値が変化して、適正な締付け張力(軸力)が得られない恐れがあり、そのまま使用しないで下さい。
水濡れ後に乾燥した場合も、品質が変化している恐れがあり、締付け張力(軸力)は必ずしも保証されないため使用できません。特にトルシア形高力ボルトでは重大な影響が生じることが考えられます。
摩擦接合では、摩擦面の状態により接合部のすべり耐力に大きな影響を与えます。
黒皮、浮さび、じんあい、油、塗装、溶接スパッタなどが接合部の摩擦面に介在すると、摩擦力が著しく低下するので適切な時期に取除く必要があります。
一方、接合部添接板の外面に塗料などの付着があると、「軸まわり」や座金の「共まわり」が発生し易くなるのでボルトの締付け後に塗装を行って下さい。
トルシア形高力ボルトのピンテールの形状・寸法は、JSSⅡ-09(構造用トルシア形高力ボルト・六角ナット・平座金のセット)に規定されています。
一方、電動レンチのインナーソケットの形状・寸法も上記規格に合わせているため通常では締付け時ピンテールがなめることはありません。しかしながら、電動レンチを長期間使用するとインナーソケットの12角内面の山が磨耗するため、締付け時にピンテールの12角山がインナーソケットの12角内面の山に乗り上げる、いわゆるなめり現象が発生します。この場合の処置としては、インナーソケットを新しいものに取り替えて使用すれば防ぐことができます。
また、締付け時インナーソケットが十分に嵌合(かんごう)しなかった場合も、なめりが発生することがありますので注意が必要です。
ピンテールがインナーソケットから抜けない原因は、
(1) インナーソケットが摩耗したため、ピンテールがなめってしまった。
(2) 電動レンチのピンテールの排出機構が十分に作動してないためピンテールが飛び出さない。
等が考えられます。
(1)のピンテールがなめった場合、新しいインナーソケットに取り替える必要があります。また、(2)のピンテールが飛び出さない場合、ピンテール突出しピン用バネのヘタリ等が考えられるのでレンチの点検が必要です。
トルシア形高力ボルトの締付けに際し、電動レンチが使用できない理由は、主として締付け箇所が狭いため、電動レンチが入らないことによりますが、その場合トルシア形高力ボルトの代わりに、高力六角ボルトを使用し、(1)トルク法により締付けを行なうか、(2)ナット回転法により締付けを行う2種類の方法があります。(設計編「Q.高力ボルトを締付け機を使用して締付けるための必要なスペースはどれくらいあればよいか。」参照)
締付け力の点からは一段太径を用いることは、差し支えありませんがボルト孔の拡大が必要になり、これにより母材の断面欠損が増加し、部材耐力が低下しますので、設計者と協議の上、実施しなければなりません。
鉄骨工事技術指針・工事現場施工編によれば、「締付け部材の寸法上の制約などにより、ナットを締付けることが困難な場合には、ボルトの頭部を回転させることにより、締付けを行うことができる。
この場合の締付け方法は、ナット回転法に準じて1次締めを行ったボルトの頭を120°回転させて本締めを行うこととするが、ボルトの締付けによりナットが共回りしないように、スパナなどでナットの回転を完全に拘束しておくことが必要である。
なお、ボルト頭を回転させて締付けを行う場合には、締付けの回転角を管理する目的とナットに共回りが発生していないことを確認する目的のために、ボルトの頭部側およびナット側のそれぞれにマーキングを行う必要がある。
ボルト頭の回転による締付けは、上に述べたように施工が煩雑で管理に混乱をきたすおそれがあるために、その適用範囲を限定して厳重な管理の下に行う必要がある」とされています。
設定トルクの範囲を超えて締付けた場合、トルクの測定の結果、締めすぎていると判断されたボルトには、何らかの異常が生じているものと考えて不合格とします。
従って、新しいボルトに取り替えて締め直す必要があります。
また、締め忘れ、締付け不足のボルトが発見されたボルト群については、1群のボルト全体についてトルク検査を行うとともに、設定トルクを下回る場合には、所定のトルクまで追締めを行います。
電動インパクトレンチなどを使用して、ナットを回して弛めます。
弛んできてボルト張力(軸力)がなくなると、ボルトの錆や塗装の塗膜がねじ部にかみ込むことでボルトとナットが共まわりを生じる場合がありますが、この時の弛めトルクは小さいので、パイプレンチなどでボルト頭側を押さえてやれば、ナットをはずすことが可能です。
ピンテール12角寸法の基本寸法と許容差は、JSSⅡ-09に次のように定められており、締付け機との嵌合(かんごう)性の関係もあり、ボルトメーカー各社の製品は表4の寸法に統一されています。 
電動レンチと比べて減速比の違いと手動によるトルク導入方向も逆方向となる機構のため締付けトルクが入力分だけ小さくなります。
従って、手動式レンチは使用しないで下さい。
一度使用した高力ボルトはいずれの締付け方法によった場合も再使用できません。
高力ボルトの締め付けは、高力六角ボルト、トルシア形高力ボルト、溶融亜鉛めっき高力ボルトとも1次締め、マーキングおよび本締めの3段階で締付けることになっています。
1次締めは部材の密着を意図するもので、ボルト呼び径に応じたトルクで行ない、マーキングは締付け後の検査において、ナットの回転量を目視で確認するためのものです。
1次締めトルクは、表5の数値程度(高力六角ボルト、トルシア形高力ボルト、溶融亜鉛めっき高力ボルトを併記した)を目標としますが、呼び径の5倍以上のボルト長さの継手部では、表5に示す値より大きめのトルクで1次締めを行う必要があります。
なお、1次締めトルクをレンチ内部でコントロールされた1次締め専用レンチを使用することを推奨します。 
一群のボルトの締付け順序は、図4に示すように接合部の中心から外側へ向かって締付けていきます。
本締めの一群とは、図4の例では上フランジ、下フランジ、ウェブのそれぞれを言います。従って、図4の場合は3群となります。
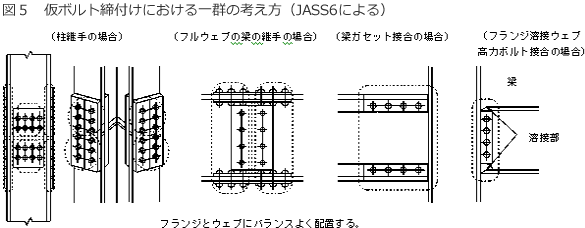
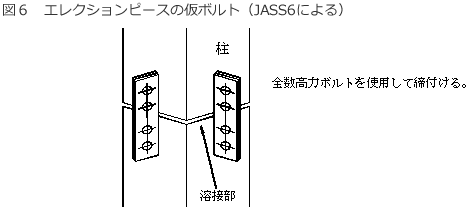
なお、仮ボルト(図5及び図6)の一群とは異なることに注意が必要です。 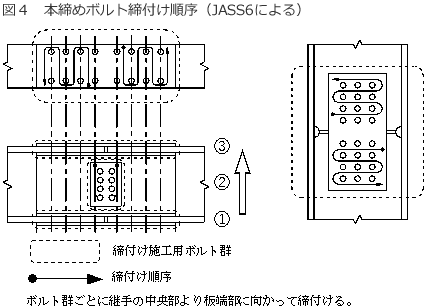
再生方法はありません。
製造時の表面状態とは異なっており、新品の時の状態(特にトルク係数値)を保っているとはいえないので、いずれの締付け方法によった場合も使用してはいけません。
また、錆を落としてもトルク係数値に変化があるので使用できません。
トルシア形高力ボルト、高力六角ボルト、溶融亜鉛めっき高力ボルトのいずれにおいても、施工完了の目印であり管理のポイントといえます。
マーキングは必須であり、マーキング無しで締付けられたボルトは取り替えることになります。
①ボルト頭部にクロスひずみゲージを貼り付け、ボルト抜き取り時のひずみから張力(軸力)を推定する方法(ゲージ法)
②超音波測定による、張力(軸力)測定(長さ方向・ナット直角方向法)
などがあります。
現在のトルシア形高力ボルトでは、0℃までの施工について基準化されていますがそれ以下になる場合、継手部の氷晶、レンチの作動、張力(軸力)のコントロール方法を検討し、施工に望むことが必要です。
溶融亜鉛めっき高力ボルトの締付け方法は、ナット回転法であり、締付け後の検査はナット回転量の確認となり、締付け後のトルク検査の必要はありません。
参考文献
| 1 | JIS B 1186 (2013) 摩擦接合用高力六角ボルト・六角ナット・平座金のセット | 日本規格協会 |
| 2 |
JSS Ⅱ-09 (2015) 構造用トルシア形高力ボルト・六角ナット・平座金のセット |
日本鋼構造協会 |
| 3 | 鋼構造設計規準一許容応力度設計法一 (2005) | 日本建築学会 |
| 4 | 建築工事標準仕様書・同解説 JASS6 鉄骨工事 (2018) | 日本建築学会 |
| 5 | 鉄骨工事技術指針・工事現場施工編 (2018) 鉄骨工事技術指針・工場製作編 (2018) |
日本建築学会 日本建築学会 |
| 6 | 高力ボルト接合設計施工ガイドブック (2016) | 日本建築学会 |
| 7 | 道路橋示方書・同解説 (2017) | 日本道路協会 |
| 8 | 建設省告示 1795 号 | |
| 9 | 建築基準法施行令 | |
| 10 | 鋼構造接合資料集成 (1977) | 技報堂 |
| 11 | 本四技報 (1983.7) | ㈶海洋架橋調査会 |
| 12 | トルシア形高力ボルト使用の手引 (2019) | 高力ボルト協会 |
| 13 | 高力ボルト接合 (昭和47年1月) | 日本鋼構造協会 |
| 14 | 機械用語辞典 (昭和47年9月) | 工業教育研究会 |
| 15 | JIS B 1051 (2014) 炭素鋼及び合金鋼製締結部炭素鋼品の機械的性質 ―第1部:ボルト、ねじ及び植込みボルト |
日本規格協会 |
| 16 | JIS B 0101 (2013) ねじ用語 | 日本規格協会 |
| 17 | JIS B 1180 (2014) 六角ボルト | 日本規格協会 |
| 18 | JIS B 1256 (2008) 平座金 | 日本規格協会 |
| 19 | JIS Z 9003 (1979) 計量規準型一回抜取検査 | 日本規格協会 |
| 20 | JIS B 1082 (2009) ねじの有効断面積及び座面の負荷面積 | 日本規格協会 |
| 21 | 鋼構造接合部設計指針 (2012) | 日本建築学会 |